Thread plug gages are used to check an internal threaded hole.
The most common thread plug classifications are:
-2B which is a general purpose class of fit.
-3B which is used to check parts with' 'closer" tolerance requirements.
Working thread plugs are to be used in an internally threaded
hole and are not to be used to check a ring gage. The part being
checked is generally acceptable when the NOGO work plugs does not
enter more than 1 ½ to 3 turns dependent upon customer specifications
and the GO work plug freely enters the threaded hole in its entire
length. In addition to the passing the GO/NOGO working plug gages; the minor diameter must be checked by an alternate method. GO/NOGO Plain Plug Gages are one of the simplest methods of checking the minor diameter, but many other tools can accomplish a similar function.
The GO work plug gage is usually made longer than the NOGO because the GO must enter the part fully where the NOGO should not enter more than 3 turns. The GO work plug gage checks the full functional fit of the thread at its maximum material condition, except the minor diameter.
The NOGO work plug gage has the major diameter truncated so that it only tests the pitch diameter. The NOGO working plug gage pitch diameter is larger than the GO pitch diameter, but the NOGO working plug gage major diameter is smaller than the GO major diameter. That little anomaly confuses many people. more...
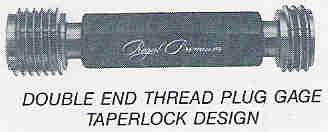
There are three (3) styles of working plug gages: Taperlock; Reversible;
Trilock.
The taperlock style consists of a GO and/or NOGO member(s). The
GO member is longer than the NOGO and has a chip groove (in larger
sizes) which not only adds to ease of identification but also assists
in clearing obstructions.
Modeled, animated, and rendered by Travis R. Wahl
The reversible thread plug gage also consists of a GO and NOGO
member(s). Both members are straight and afford the gage user double
the life by simply reversing the gage member(s), turning the worn
portion into the handle.
The trilock design is best suited for large size thread plug gages
(1-1/2 inches and up), but is available in sizes as small as 3/4
inch. Consisting of a GO and/or NOGO member(s), the trilock has
a bolt fastening system to support the size and weight. A chip groove
is provided on the Go member for ease of identification and clearing
obstructions.
Proper selection of the drill and tap is required to insure that
the tapped hole will meet tolerance limits. The GO member not entering
the hole may be indicative of incorrect tooling, improper setup
and/or burrs. If the NOGO member enters the threaded hole of the
part more than three (3) turns it is possible the wrong size threading
tool is being used or you have a "bell mouth" hole condition.
Gages are normally manufactured and inventoried to class "X"
tolerances which refers to pitch diameter, major diameter, lead
tolerances and thread angle tolerances. Class "W" tolerances
which are recommended for closer product tolerances or final inspection
are also available upon request. Both classifications, "X"
and "W", are gage manufacturers' tolerances and not the
limits.
EXAMPLE: 1/4"-20 UNC-2B plug gage...
the "X" gage makers' tolerance on the pitch diameter would
be 0.0003 and the "W" tolerance would be 0.0001. The tolerance
is applied ( + ) plus on the Go gage and ( - ) minus on the No Go
gage.
Disclaimer:
This page is a modified page extracted from Dynamics of Gaging published by Regal-Beloit Corporation.The data is provided for general information only. The intention is to provide accurate information; regardless; errors may exist in the supplied information. If accuracy is critical, base your final decisions on the data provided in the root documents: ANSI/ASME B1.20.1; ANSI B1.20.5;and ANSI SAE AS71051 which are copyrighted documents. To purchase copies visit an Authorized Reseller.
Comments:
Original Posting: 5/4/2005
Last Revision: 8/7/2018
Error corrections in, or comments about, the above data can be sent to: office@gagecrib.com
Gage Crib Worldwide, Inc.
6701 Old 28th St SE, Suite B
Grand Rapids, MI 49546-6937
Phone: 001-616-954-6581 • Fax: 001-616-954-6583 CONTACT FORMS & INFO