How to use NPT Master Ring Gauge to Calibrate the NPT-L1 Work Plug Gage
The best situation is for the gauge maker to have your NPT Master Ring Gage at his plant when he makes the NPT-L1 Work Plug Gauge. The NPT-L1 Work Plug Gage will be matched to your NPT Master Ring Gauge. This may not be cost effective. Expect a calibration fee for your NPT Master Ring Gage. Expect a fee for matching the NPT-L1 Work Plug Gauge to your NPT Master Ring Gage. Expect a longer than normal lead-time. Once the new NPT-L1 Work Plug Gauge is received in your plant, calibrate it and record your initial reading for comparison at subsequent calibrations.
An optimum situation is for you to have the NPT Master Ring Gage in hand when the NPT-L1 Work Plug Gauge is new. Once the new NPT-L1 Work Plug Gage is received in your plant, calibrate it and record your initial reading for comparison at subsequent calibrations.
Calibration Procedure:
Clean NPT-L1 Work Plug Gauge and NPT Master Ring Gage to remove any foreign objects.
Inspect the NPT-L1 Work Plug Gauge for nicks or damage on the threads.
Lubricate the gages with light oil.
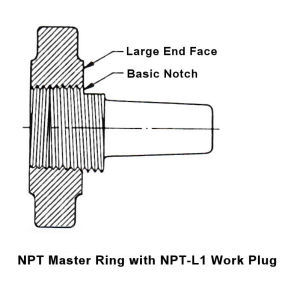
Assemble the NPT-L1 Work Plug Gage into the NPT Master Ring Gauge with hand tight pressure.
Take a measurement from the NPT Master Ring Gage Large End Face to the NPT-L1 Work Plug Gauge Basic Notch.
Record this measurement in your calibration record.
Evaluation of the measured results:
For newly purchased NPT-L1 Work Plug Gage, or a used NPT-L1 Work Plug Gauge with no initial calibration result, it is acceptable if measured result is +/- one third of a turn from the NPT Master Ring Gage Large End Face.
For a used NPT-L1 Work Plug Gauge which has an initial calibration recorded, it is acceptable if measured result is +/- one third of a turn from the recorded new NPT-L1 Work Plug Gage initial measurement result.
If there is not new NPT-L1 Work Plug Gauge initial measurement result, then NPT-L1 Work Plug Gage is acceptable if measured result is +/- one third of a turn from the NPT Master Ring Gauge Large End Face.
What to do about nicks or damage:
If a thread has broken off the NPT-L1 Work Plug Gage, use a 60° stone to smooth the margin of the break removing any burrs. Damage which results in a void in the thread form is acceptable if not at end of NPT-L1 Work Plug Gauge.
Damage in the form of nicks or dings on the thread form can be removed with 60° stone.
How much is one third of a turn?
For 27-TPI one third of a turn is 0.0123”
For 18-TPI one third of a turn is 0.0185”
For 14-TPI one third of a turn is 0.0238”
For 11.5-TPI one third of a turn is 0.0290”
For 8-TPI one third of a turn is 0.0417”
Notes:
In case you wish to check my math; one third of a turn = 1"/TPI/3.
When we speak of one third of a turn, we are not talking about rotational distance. We are referring to the linear distance along the center line of the thread which is made apparent when comparing the NPT Master Ring Gage Large End Face to the NPT-L1 Work Plug Gauge Basic Notch.
The L1 designation is the only option for a NPT Work Plug Gage. The L3 designation is only appropriate for NPTF or ANPT. Because the L1 is the only designation for a NPT Work Plug Gauge the designation need not be stated, but to state the L1 is encouraged and considered attention to detail.
Disclaimer:
The above calibration procedure is not the official calibration procedure; however; it is a shop expedient method of control and calibration of your NPT gages. If using the official calibration procedure is important to you; or if you are a calibration laboratory selling calibration services to others; purchase B1.20.1 and follow the instructions therein. Each size has specific charted values to be applied in the calibration procedure. In the end you must decide which procedure you will use and that decision may have to be justified to your management/customers.
Comments:
Original Posting: 1/6/2012
Last Revision: 5/8/2014
Error corrections in or comments about the above data can be sent to: office@gagecrib.com
Error corrections in or comments about the above data can be sent to: office@gagecrib.com
Gage Crib Worldwide, Inc.
6701 Old 28th St SE, Suite B
Grand Rapids, MI 49546-6937
Phone: 001-616-954-6581 • Fax: 001-616-954-6583 CONTACT FORMS & INFO