Solid
vs. Adjustable Screw Thread Ring Gage Tolerance
Solid vs. Adjustable Screw Thread Ring Gage Tolerance
My Customer Uses Solid Style Screw Thread Ring Gages
I have often heard manufacturers state: My customer is using the Solid Screw Thread Ring Gages and I wish to use the same type so that my tests will match their tests. While this is often the best course of action and initially sounds like a good idea I contend that it is the wrong choice in this case. In this complicated discussion we will examine the relationship of the solid and adjustable gages and the likelihood of the customer meeting this goal of assuring the parts manufactured will pass his customer’s gages.
M14x1.5-6g; Pitch Diameters: 12.994/12.854mm
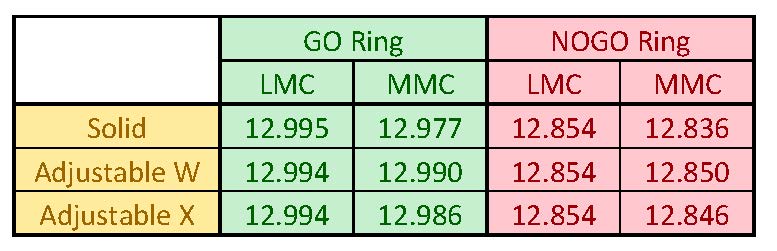
In this discussion we will be using the product screw size of M14x1.5-6g; which has product pitch diameter limits of 12.994mm MMC to 12.854mm LMC (MMC = Maximum Material Condition; LMC = Least Material Condition).
Solid vs. Adjustable-W vs. Adjustable-X
There are three different configuration of Screw Thread Ring Gages which we will consider.
a. Solid Style Screw Thread Ring Gage with tolerances per ISO 1502.
b. Adjustable Style Screw Thread Ring Gage mastered to Class-W Master Plug Gage per ANSI/ASME B1.16M.
c. Adjustable Style Screw Thread Ring Gage mastered to Class-X Master Plug Gage per ANSI/ASME B1.16M.
The tolerance of the adjustable style ring gage is based on the tolerance of the Master Plug Gage. The difference between Class-W and Class-X Master Plug Gages is that the pitch diameter of a Class-W Master Plug Gage has half the tolerance of a Class-X Master Plug Gage. All other attributes of the Master Plug Gages are W-Tolerance.
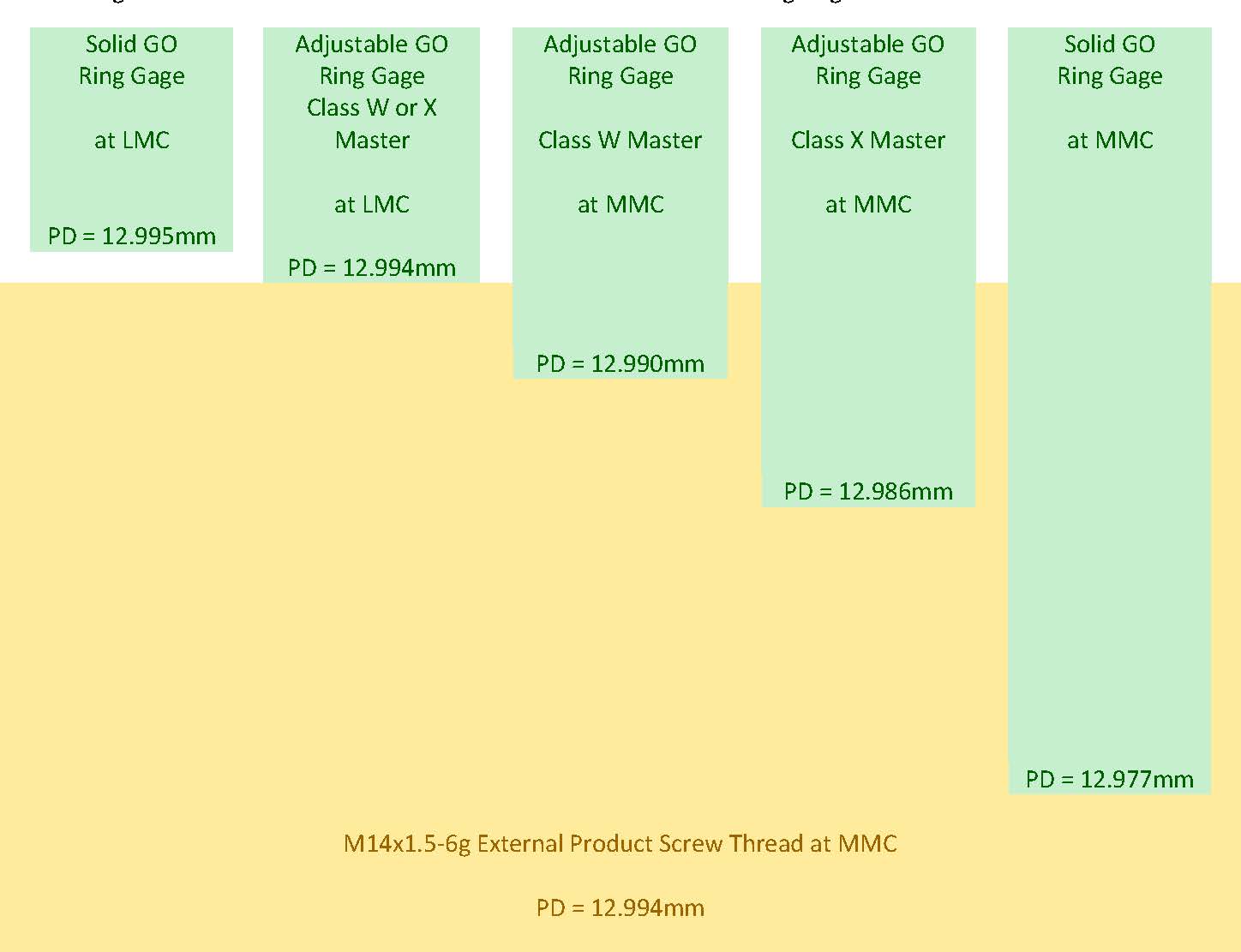
M14x1.5-6g Pitch Diameter Chart: MMC and LMC of GO Screw Thread Ring Gages and MMC of Part.
GO Screw Thread Ring Gage Combinations
The possible GO Screw Thread Ring Gage combination options listed in order of most to least likely to meet the stated goal:
1. Both entities use same GO gage. In this case there can be no doubt that both entities will pass the parts as good.
2. Both entities use Adjustable GO ring gages set on same master plug gage. Since the gages are both set to the same master it is almost like they are the same gage; both entities should pass the parts as good.
3. Both entities use Adjustable GO ring gages set on separate Class-W master plug gages. Because the tolerance of the Class-W set plug gage is a very small amount; the possible difference in the two gages is very small. This is not as good as using the same master plug for both, but is next best option.
4. Both entities use Adjustable GO ring gages set on separate Class-X master plug gages. This option allows for a larger tolerance on the GO working ring gages. If the products are made very close to the product MMC then the opportunity for discrepancy exists.
5. The manufacturer uses adjustable GO ring gage set on Class-W or Class-X master and the customer uses solid ring gage. There should be little opportunity for disagreement here; and the least of the two choices is with the Class-W master.
6. The manufacturer uses solid GO ring gage set on Class-W or Class-X master and the customer uses adjustable ring gage. There is a large opportunity for disagreement between the entities; and more with the Class-W master.
7. Both entities use solid GO ring gages. This option actually brings the greatest opportunity for disagreement; yet it is considered among the solid ring gage advocates as the first logical solution to a gage disagreement situation.
M14x1.5-6g Pitch Diameter Chart: MMC and LMC of NOGO Screw Thread Ring Gages and LMC of Part.
NOGO Screw Thread Ring Gage Combinations
The possible NOGO Screw Thread Ring Gage combination options listed in order of most to least likely to meet the stated goal:
1. Both entities use same NOGO gage. In this case there can be no doubt that both entities will pass the parts as good.
2. Both entities use adjustable NOGO ring gages set on same master plug gage. Since the gages are both set to the same master it is almost like they are the same gage; both entities should pass the parts as good.
3. The manufacturer uses adjustable NOGO ring gage set on either Class-W or Class-X master plug and customer uses solid ring gage. Because the full tolerance of the solid NOGO ring gage is under the entire tolerance range of the adjustable ring gage; there can be no doubt that there will be agreement between the two entities.
4. Both entities use adjustable NOGO ring gages set on separate Class-W master plug gages. Because the tolerance of the Class-W set plug gage is a very small amount; the possible difference in the two gages is very small. This is not as good as using the same master plug for both, but is next best option.
5. Both entities use adjustable NOGO ring gages set on separate Class-X master plug gages. This option allows for a larger tolerance on the NOGO working ring gages. If the products are made very close to the product LMC then the opportunity for discrepancy exists.
6. Both entities use solid NOGO ring gages. There is a large opportunity for disagreement with this selection because of the comparatively large amount of tolerance allowed in the gage design.
7. Manufacturer uses solid ring gage and customer uses adjustable ring gage set on either Class-W or Class-X master plug. Because the full tolerance of the solid NOGO ring gage is under the entire tolerance range of the adjustable ring gage; there can be no doubt that there will be disagreement between the two entities.
Conclusion
To meet the goal of assuring screw threaded parts tested at the manufacturer pass the screw thread gages owned by the customer where it is impractical for both entities to be using the same gage or setting their gages on the same master plug gages; the highest probability of success is when both entities are using Adjustable Screw Thread Ring Gages set to Class-W Master Plug Gage. Almost the worst option is for both entities to be using Solid Screw Thread Ring Gages.
Disclaimer:
This data is provided for general information only. The intention is to provide accurate information; regardless; errors may exist in the supplied information. If accuracy is critical, base your final decisions on the data provided in the root documents: ANSI/ASME B1.13M and ISO 1502; which are copyrighted documents. To purchase a copy visit an Authorized Reseller.
Comments:
Original Posting: 3/16/2015
Last Revision: 8/5/2016
Error corrections in or comments about the above data can be sent to: office@gagecrib.com
Gage Crib Worldwide, Inc.
6701 Old 28th St SE, Suite B
Grand Rapids, MI 49546-6937
Phone: 001-616-954-6581 • Fax: 001-616-954-6583 CONTACT FORMS & INFO